Raise3D Industrial PET GF Glass Fiber-Reinforced PET Composite Filament 1.75mm

Raise 3D PET GF
An ideal choice with multi-color for reliable printing of fiberglass composites for strong and cost-effective end-use applications.
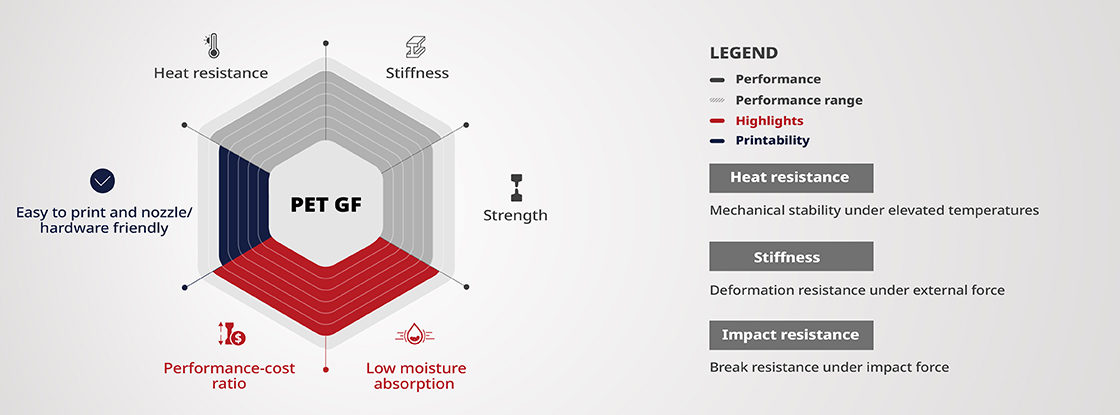
Raise3D Industrial PET GF is a glass fiber-reinforced composite filament based on PET (Polyethylene terephthalate). Well-dispersed glass fibers enhance the rigidity, strength, heat, and chemical resistance of PET matrix. After annealing, PET GF stabilizes its heat resistance at around 120 ℃, with tensile modulus and strength of over 4.1 GPa and 70 MPa respectively. Compared to glass fiber-reinforced Nylon filament, the high printability, dimensional stability, high creep resistance, and low moisture absorption makes PET GF an ideal choice for reliable glass fiber composite printing for strong and cost-effective end-use applications, such as jigs & fixture and functional parts. In addition, PET GF provides multiple color choices.
- Low moisture absorption
- High dimensional stability
- Heat and chemical resistance
- Creep resistance
- Multiple colors
Compatibility: Raise3D Industrial PET Support Filament
Applications
- Automobile
- End-use parts
- Jigs & Fixtures
- Manufacture tools
- Electrical and electronics (E&E) industry
Material Performance
Printing Guide
Recommended Print Settings:

Nozzle temperature (°C)
280-300℃

Bed temperature (°C)
80-100℃

Layer height (mm)
0.1-0.25 mm

Printing speed (mm/s)
35-90 mm/s

Cooling fan
ON

Drying temperature (°C)
70-80°C for 8 to 12 hours
Printing Notifications:
- Dry PET GF at 70-80°C for 8-12 hours before printing, as low moisture content is crucial for final printed part quality.
- After drying, we recommend storing PET GF filaments inside Raise3D Filament Dry Box during the printing process.
- Abrasion of the brass nozzle happens frequently when printing PET GF. Using an abrasion-resistant nozzle, such as hardened steel or a ruby nozzle, is highly recommended.
- After printing, it is recommended to anneal the printed model in an oven at 80-100°C for 8-12 hours.
- For a small size model (side length < 50 mm), annealing at 80℃ for 8 hours is recommended; For a medium-size model (50 mm < side length < 150 mm), annealing at 80℃ for 12 hours is recommended; For a large size model, 100°C for at least 12 hours is recommended.
- After annealing, a maximum of 0.1 % dimensional shrinkage could be observed along the Z-axis, depending on infill and layer height, and no significant dimensional shrinkage along the XY-axes.
- If PET GF is also used as the support material, please remove the support structure after annealing.
| Title | Raise3D Industrial PET GF Glass Fiber-Reinforced PET Composite Filament 1.75mm |
|---|---|
| Manufacturer | Raise3D |
| Base Material | GF PET |
| Difficulty | Advanced |
| Nozzle Temperature | 280℃ - 300℃ |
| Heated Bed Required? | Yes |
| Print Bed Temperature | 80°C - 100°C |
| Enclosure Required? | No |
| Nozzle Size | ≥ 0.4mm |
| Print Speed | 35 - 90 mm/s |
| Fan Speed | 100% |
| Retraction | ± 5mm |
| Spool Weight | 1 KG |
| Drying | 70 - 80°C for 8 to12 hours |
| Minimum Nozzle Temp | 280ºC |
| Dimensional Accuracy | < +/- 0.05mm |
| Other Recommendations | After printing, it is recommended to anneal the model with support material in the oven at 80-100°C for 8 to 12 hours to improve mechanical property and dimensional accuracy. |
| Diameter | 1.75mm |
top rated products